化工廠的冷卻水用量逐年增大。近年來,由于工業用水的普及,水質得到了顯著的改進,但由于管道中污垢的生成造成流量和壓力降低,沉積在換熱器等設備中的淀渣影響傳熱,從而使機器設備的能力大為降低。在使用井水時,工業用水每月清洗一次,經過水處理后清洗周期延長到每隔4-6個月洗一次。但是這很難說已經足夠了,作為今后的奮斗目標還需要使機器設備的清洗周期與給水管檢修周期一致起來。給水管水垢分析結果如表3-31別所示。
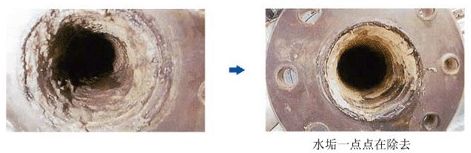
表3-31 給水管水垢分析結果
| 成分 | 含量% | 成分 | 含量% |
| CaO | 21.3 | 灼燒減量 | 14.2 |
| Fe2O3 | 17.1 | MgO | 7.6 |
| SiO2 | 26.2 | AI2O3 | 9.8 |
| P2O5 | 0.4 | SO3 | 3.3 |
水垢的酸洗工序如下所示:
(1)第一次酸洗。11%鹽酸,在15℃的溫度下循環,6.5h后濃度降到4%。
(2)第二次酸洗。12%的鹽酸,在15℃的溫度下循環13h后,濃度下降到7.6%。自來水清洗后作中間檢查時,各處還有水垢殘存。
(3)第三次酸洗。8%的鹽酸,在20℃的溫度下循環15h后,濃度下降到5.1%,以后濃度不再變化。
(4)自來水清洗。約2h。
(5)中和處理。將片狀氫氧化鈉的溶液注入貯槽,同時進行循環,在中和的過程中不斷測定pH。大約5h。
(6)防銹處理。當管內充滿片狀磷酸鈉的水溶液后,放置16h。
(7)最終清洗。排出防銹溶液,進行最終沖洗2h。
清洗效果是,清洗前管端給水閥的壓力為39.2266kPa(0.4kgf/cm2),流出量25m3/h,清洗后則壓力回升到122.5831kPa(1.25kgf/cm2),流出量達50m3/h。不過,鹽酸清洗的缺點是費時,最終清洗后很快重新生銹,但它的清洗面平滑,壓力損失小,是其他無機酸、有機酸無法比擬的。
免責聲明
- ● 本網站致力于提供正確、完整的技術資料,但不保證信息的正確性和完整性,且不對因信息的不正確或遺漏導致的任何損失或損害承擔責任。
- ● 本站所提供的技術文章,僅供參考,如自行使用本站資料發生偏差,本站概不負責,亦不負任何法律責任。
- ● 如需技術支持,請致電我公司技術與銷售咨詢熱線:020-85690958。



